Nothing revealed shook the industry, but after a year of natural disasters, that was a good thing.
If Productronica is, as many believe, the bellwether for the printed circuit board industry’s health, 2012 should shape up better than most prognosticators are currently forecasting. Although the annual Internepcon and JPCA Show in Tokyo are larger, at least in attendance, Productronica remains the de facto prism through which the industry is observed.
Traffic at the biennial trade show in Munich was busier than in 2009, with event organizer Messe reporting attendance up 34% to about 34,000. That’s still below 2007, when it was a reported 40,000, but welcome news nevertheless. Traffic was slow on the first day, but very busy the next two, before tapering on the final day.
Compared to 2009, the physical show itself seemed smaller – and this is relative, as it remains bigger than almost all the other major electronics assembly trade shows combined – with traditional powerhouses like Siemens, Universal Instruments and other placement companies occupying booths that, while they would still qualify as monstrous at any other show, no longer fill entire halls on their own. (This is a good thing.)
For its part, Messe reported the total exhibit space was larger, but we think it was dissembling; several large lounges on the show floor were there to fill holes. Plus, we recall when the U-Bahn stopped at both entrances of the massive New Munich Trade Fair Center; this year, the East entrance to the hall was no longer needed. Productronica is shaping up primarily as an assembly and test show, with roughly one of its halls devoted to fabrication and bits and pieces of other industries (backend packaging, plastics, solar, EMS) mixed in. Most equipment advances seen were evolutionary, with incremental improvements in speed and accuracy. There were perhaps a dozen EMS companies, mostly Germany-based. Most are heavy into serving the industrial end-markets. All but one suggested that 2012 would be flat. For additional color, we were looking forward to the CEO roundtable late Tuesday morning, but as it turned out, the event was held in German. Verflucht!
Material Issues
Comments regarding low-Ag solders were cheap and plentiful. Most solder vendors agree that, despite the lower cost, assemblers find having to perform yet another round of alloy testing a turnoff. Moreover, there are questions over the applications for which they are best suited. Europe is pushing for nonflammable alternatives to freezer sprays. Europe and the US are not in sync when it comes to MSDS standards. Europe has standardized on a form, while the US is coming under fire for failing to do the same. AIM showed its NC258 no-clean solder paste, which debuted earlier last year. Electrolube displayed an array of new sprays and coatings, many driven by REACH requirements. Likewise, Henkel had a new paste and flux, the Pb- and halogen-free Multicore HF200 solder and halogen-free, no-clean MF390HR flux, and two new adhesives: Ablestik ICP-3535M1, a single-component electrically conductive adhesive and ICP-400, a conductive silicone. Senju rolled out the M40 line of low-Ag paste, but a representative said its industry outlook for 2012 is poor.
Asymtek named as president Peter Bierhuis, formerly president of March Plasma. PVA showed a pneumatic pump, DPCC, said to reduce air pressure on the conformal coating fluid reservoir and thereby prevent bubbles from forming. It can be installed on the new PVA6000 coater and dispenser. They also mentioned a trend toward solvent-based conformal coatings and higher flow underfill. Ersa debuted the F1 screen and stencil printer.
Placement OEMs are always the highlight of Productronica, and none of them would consider skipping this show. Juki showed several new machines, including the KE-3010, a high-speed placement machine capable of 80,500 cph per IPC-9850, and the KE-3020V, which handles everything from 01005 to 50 x 150mm and 75 sq. mm parts. Assembléon debuted a multifunctional platform called the iFlex, which potentially would compete with the Yamaha lines it has for years distributed. For its part, Yamaha has been gearing up to establish a direct US and Europe sales and service presence, hiring staff (including GM Scott Zerkle, formerly of Assembléon) and developing a new North America channel with one of its longtime Asian distributors, Transtech. Samsung showed its new SLM 110 Smart LED mounter, a dual-head machine with a patent-pending feeder. Universal debuted its latest Genesis pick-and-place machine, GC-120Q.
Ersa released two soldering lines, including the small-sized EcoSelect 1 selective soldering machine, and a hybrid rework system, the HR600. IBL showed several vapor phase machines, including a new inline model, the CX600. SMT-Wertheim showed its QP-L-Plus reflow oven. Vitronics has sorted out its production; wave machines are being made in China, reflow in US, and selective in Netherlands.
There was at least one potentially significant cleaning advancement: Speedline Technologies introduced its first batch cleaner, the Aquastorm 50, which uses patent-pending technologies common to the Aquastorm 100 and 200 inline cleaners to deliver dynamic energy to the board. The system’s rinse control reportedly guarantees desired board conductivity, and the drying technologies dry product to 0.1g of prewash weight. It is expected to be introduced in the US this quarter and elsewhere in the June quarter. Aqueous Technologies CEO Mike Konrad revealed 85% of its customers are cleaning no-clean flux. Zestron introduced Vigon N, a flux residue cleaner. After attending graduate school and spending several years running its US operations, Zestron CEO Harald Wack has settled back in Germany with no issues. Kyzen debuted the E5321 alkaline cleaner for pallets and general maintenance.
BPM Microsystems’ Model 4800 automated device programmer line can now program 36 devices concurrently, including all types of flash memory. Data I/O had its RoadRunner 3 automated inline chip programmer, which connects to MES or other shop-floor control and ERP software, including Aegis, with whom Data I/O just inked an agreement.
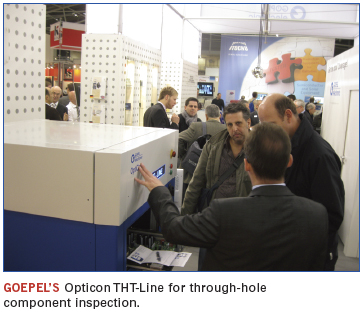
Goepel’s Opticon 3D x-ray offered real-time multi-angle image recording at test speeds of 40cm²/s. Meanwhile, the Opticon AOI can handle up to 32 devices under test simultaneously using a top camera and bottom-side scanner. Viscom mentioned its Europe and North America markets have been strong. The company is marketing Viscom as the sole inspection company that covers all test gates, from wirebond to assembled component. Mirtec exhibited its latest benchtop enhancement, the MV-3 AOI, featuring one top-down and four angled 10 MP cameras. Vitrox showed the 510XL x-ray, which handles maximum board sizes of 610 by 610mm (24 x 24"). Dage debuted X Plane technology, a software tool that mixes certain component adjustments, retrofits and new software in order to separate the component package, wirebond and board layers to reveal voids and other hidden defects. While solder volume characterizations are not possible, it was suggested they are potentially not far away. A rumor began, then subsided, over Koh Young’s patents on dual lighting. The patents have been challenged in several nations as being overly broad. Koh Young reports courts in Korea and China have upheld the patents, however. DJ Tech, the Japanese AOI company, showed a 2D/3D SPI. Acculogic had the Flying Scorpion FLS980 DXi double-sided probe tester.
Etek Europe has moved into its new $1 million headquarters. The Scotland-based distributor has added 14 staff in the past 18 months and is adding a demo room and possibly IPC training. It also has registered Etek USA. Managing director Mike Nelson did not sound like Etek will come to the US in the near term, but it could be on the horizon.
Rise of the Robots
The PCB fabrication exhibits have shrunk over the years and are now down to about one hall (although exhibitors were spread over two, intermingled with large lounge areas and contract assemblers). Like the (much bigger) assembly sections, exhibitors felt Tuesday’s traffic was slow, but Wednesday and Thursday were strong. Ten years ago, Productronica featured lots of large plating and develop/etch/strip lines and lamination equipment designed for large and heavy backplanes. Meanwhile, machines shown at the CPCA Show in Shanghai could fit in a shoebox. That equation has completely flipped: Productronica is now characterized by ample models of small-scale prototype and batch production equipment. Still, the number and quality of lines far outpaces that of all other Western shows (namely IPC Apex/Expo). Notable for its absence was Hitachi, the world’s largest PCB drill supplier. Nor did we see any laser drills onsite.
In the fabrication halls, robotics were the rage. Around 2000, sensors seemingly overnight showed up in almost all equipment. We witnessed perhaps the beginning of a similar surge in robotics: Several systems had robotic arms or handlers, including Kuttler’s Cleanline loader.
Most major laminate and material vendors were there, including Kingboard, Isola, Nelco, Rogers, ITEQ, OMG, Uyemura, Dow and others. There was a difference of opinion as to how important halogen-free materials are today, with some vendors asserting they are of low priority and others (Shengyi Tech, for one) indicating high demand, especially in Japan and Europe. Many echoed Arlon, which said it saw plenty of demand for high-temperature materials. ITEQ sees business flattening, while others willing to comment were slightly-to-somewhat more positive. Most felt the next two or three quarters would be bumpy, and there were complaints of Chinese knockoffs of raw materials and finished laminate. The good news is that shortages of glass and other raw materials brought about by the March earthquake in Japan have receded.
Isola said its high-speed digital business is growing, and the company is adding capacity in Taiwan. Rogers was busy, with customers mainly from Germany and Europe. Shengyi Tech said lead times are stable. Kingboard noted higher interest in Pb-free laminate materials. CCI Eurolam shared a booth with Isola, whom it distributes in Europe. It showed its Zetalam base materials.
Italian OEM Chemplate showed its Indubond 130N inductive bonding machine, said to facilitate pin registration for printed circuit board innerlayers. Bungard showed new lamination, UV exposure and drill and route machines. Dave Howard said 2011 was a record year for Bürkle, buoyed by a strong first half in photovoltaic and other non-PCB equipment sales, but he did not seem as optimistic about 2012. CA Picard agreed that after 18 strong months, the market has been quieting down since September. Dynachem has introduced two new machines in the past two years, including a new cut-sheet laminator, the SmartLam 5000. Activity was hopping at Kuttler Automation, which displayed a new Mylar peeler (P650), featuring an optical-based off-center adjustment. It also reported on, but did not have at the show, a new copper recovery system.
It is remarkable how many Germany-based equipment manufacturers remain, even though the continent has seen its bare board industry decimated. (It’s more or less AT&S and then everyone else.) Walter Lemmen, another of the miniature line makers, had a UV LED maskless lithography machine and a compact final finish line (named, appropriately, Compacta). Posalux sold a drill to HMP. Lenz had a CNC drill and router. LPKF said the show was busy, with interest from both the fabrication and assembly side.
Orbotech’s booth was busy, in part because of its success in the LDI market. Miva has a new photoplotter and direct imager aimed at low-volume and prototype markets. Apollon-DI had a UV-LED direct imager.
Known for its continuous plating lines, PAL had no equipment to show because most US and European fabricators use batch plating. Pola e Massa had some robotic advancements to its wet processing and handling equipment.
Atotech shows several new products ranging from via fill to photoresist adhesion materials to the Touchless Transport System, which offers lateral guided transport of touch-sensitive surface, such as embedded circuits for its Uniplate systems. FujiFilm is expected to announce Multiline as its distributor in Europe. Interest in white solder mask is growing, especially for LEDs.
Polymer Ag had a slick new cross-sectioning system for laser-drilled holes. The aptly named Micro Hole Cross Sectioning sections holes down to 0.003" starting from the center of the via, and can lop a two-hours-long manual process down to about 4 min. Luther+Maelzer showed the A5 flying probe tester. Lloyd Doyle is a shell of its former self.
Unlike PCB assembly, Eastern Europe has been slow to adopt or attract fabrication. When asked, most exhibitors pointed to the region’s lack of process knowledge. 2011 likely will go down as a transitory year. Business dropped from the big rebound in 2010, but not so much as to call it a recession. By and large, the electronics design and manufacturing industry outpaced the broader economies, a testament to tighter business and process management. Yet the supply chain had to deal with multiple significant disruptions, and all these vectors will influence changes in the years to come. News out of Bangkok was that the waters rose so high, some factories were soaked on their second floors. Expect a big wave of new machines to replace the thousands lost in the flood. This should help give the equipment industry a bit of a reprieve from a slowdown that is expected to last at least three quarters. Some placement companies reported receiving more than 100 orders to date.
Also, the big drop in the solar market will claim many victims. Some think, once the bloodletting is over, there will be only a handful of companies left. Others aren’t so dire, but the clear consensus is that there is tremendous overcapacity in solar (estimates run north of 35%), and that it will be two to three years before demand and supply reach equilibrium again. In the meantime, expect companies as varied as DEK, BTU and Bürkle, plus a host of materials vendors, to spend more time concentrating on SMT again.
Behind a growing Santa Clara, CA, board shop that is setting the bar for quick turns.
Even those who remember Data Circuit Systems, the Silicon Valley printed circuit board fabricator that was built up and sold to Merix in 2004, might not realize a similar arc is taking place today.
Founded in 1977, Advanced Printed Circuit Technology has been owned and managed since June 2008 by former Data Circuit executives Steve Robinson, Ed Barclay and Bill Boyle. The company, which operates a 100-employee, 35,000 sq. ft. facility in Santa Clara, now has sales in the $15 million range and has set a goal of reaching $25 million in annual revenues – on par with Data Circuit prior to its sale.
With Robinson running the factory as president, Barclay handling the back room as CFO, and Boyle out in front of customers as executive vice president of sales and marketing, APCT has already come a long way toward meeting that mark. The company has poured millions into its personnel and equipment, including the first Maskless Lithography imaging line. The owners convened in December for a roundtable with PCD&F Editor in Chief Mike Buetow to discuss their quickturn model, which now permits 24-hour turns on 20-plus layer boards.
Q. Given the success the management team has in building up (and selling Data Circuit), how do you find the energy to try to repeat that effort? SR: After the success we experienced at Data Circuit Systems, we knew that we had a business model that customers found valuable and important. Finding the energy is very easy when you truly believe in your direction. This thought process has an amazing effect in developing a positive management team. We knew we had the experience; we knew we had the assets and manufacturing location, and we knew we had the talent in our personnel. Once those ingredients were in place, we were positive of a successful outcome.
BB: Data Circuit was hugely successful. We learned exactly what to do – and what not to do – with that model.
Q. Data Circuits was known for its extremely quick turns. Is APCT attempting to duplicate that model?
SR: APCT has already achieved an excellent reputation for the manufacturing and delivery of advanced technology product in one- to five-day cycle times. We took the model developed at Data Circuit Systems and enhanced it, ensuring APCT would be more efficient, with lead times and technology. The APCT facility is designed specifically for rapid response manufacturing; therefore, it is reflected in our capabilities and quality.
Q: Why is that the right model for APCT?
BB: When we manufacture product in 24 to 72 hours, it becomes a very valuable model to Silicon Valley companies. This is primarily proof of design product, and allows us to create many new customers. APCT has the capability of building boards faster than anyone in the country. The technology level is extremely high and may be the only model I believe will work in this country.
SR: I think the thing we learned from Data Circuit and transitioned here is to understand the customer’s need and satisfy that need. That need may be two panels of 24 layers in two days. Or it may be 500 panels of eight layers in three or four days. We do a lot of very large orders, but in very compressed cycle times. We are niche-focused in the quickturn segment for the reason we feel it is absolutely US-centric. But that quickturn segment is one to three days, not three to five days. There are now a handful of offshore suppliers that can support a five-day build.
We provide our customers with a solution. If we feel we can successfully build it, we build it. The culture is all customers are important. We find a tremendous amount of market share – we capture six to 12 new accounts per month – because [customers] don’t feel consistently supported by their current supply chain. We treat every order with the same level of service and commitment. That philosophy breeds immense customer loyalty. And I hear that a lot. Customers perceive such a high level of satisfaction from what we provide. We fail – everyone does – but it’s never out of a lack of effort or commitment to the program. We provide upfront support from sales to engineering to financing. The whole package is user-friendly.
BB: One thing that is unusual was a few months ago we received a large order from a medical company after building their “proof of design” volumes. Once tested they placed 12,000 pieces each of an eight- and 10-layer board with us. That normally would not happen in this country, primarily due to the pricing advantage from China.
Q. The decision to buy APCT came as the US PCB fabrication market was in a tailspin. Was there ever a point where you thought it might not have been a good decision?
BB: In all fairness, the purchase of APCT took place just prior to the tailspin that placed our entire industry in jeopardy. Our initial outlook as explained was very positive. As the slowdown deepened, like many other business owners we questioned our timing, but also understood that failure was not an option. We believed in our business model and understood the economic challenges that were associated with executing our plan. As things turned, our model was validated and APCT enjoyed significant growth during that 2008-09 time frame.
Q. Are you taking any different approaches to running a board shop this time around? If so, what’s changed?
SR: We have continued with our commitment to the culture and the visions that fostered the previous success we have enjoyed as individuals and as a company. We have refined those visions, and as a result, the company is outperforming our own aggressive goals. We continue to believe in the unwavering support to both our internal and external customers.
Q: How do you foment that culture?
BB: For sales, we look for passion and commitment. There are a lot of professionals out there, but not many with the passion to succeed. I can teach people how to sell; we can introduce you to customers, but I can’t teach passion. If you have that passion, you will be hugely successful at APCT.
SR: From an operations aspect, I think passion and culture go hand in hand. Our company doesn’t have a weekly plan; our plans change hourly. We term it, “How do you work with your hair on fire?” You have to be able to hear the truth and be brutally honest. You have to have a sense of urgency, not be a plodder. We want educated and calculated decisions to be made. We don’t emphasize experience, but it’s nice. But we find many experienced workers have habits we have to break – such as hesitancy and an unwillingness to make a decision. Our final decision [to hire] is always based on the person’s personality. Do they fit the team environment and do what the customer asks on that particular day?
EB: Those factors are very important. That sense of urgency is very important to us. Workers have to understand, whatever the customer needs, we are going to make that happen. The other important aspect is that they understand the concept of “team.” That is crucial to us. We support each other no matter what.
Q. You have invested considerably in equipment, including the new Maskless Lithography imaging line. What was the driver behind that decision? And on what basis are decisions on new or unproven technologies made?
SR: Yes, we have invested significant capital since acquiring APCT. Our commitment to provide leading-edge cycle times and technologies to customers continues to drive investments that include multiple AOI systems, multiple flying probe systems, vacuum lamination presses, ink jet legend printers and vast shop improvements. The Maskless Lithography Imaging System is the most recent investment, but is far from unproven. Our engineering team has worked side-by-side with the OEM to further develop this technology. The months of diligence have proven to be invaluable to both APCT and the Maskless engineering group. This testing has resulted in significant improvements supporting a major step in cycle time reduction and technology now available at APCT.
Q. The US supply base has been decimated over the past decade. What practices have you put in place to ensure access to a steady, reliable supply of spare parts and raw materials?
SR: While it is true that the US printed circuit industry has been decimated over the last decade, APCT insists on using the most advanced equipment and materials readily available. In fact, many of these suppliers are used throughout the country and around the world, therefore eliminating any questionable supply chain variances.
Q: How is the capex budget set? Do you have a set percentage of sales that you plow back into capex?
EB: We look at the critical areas that need improvement. It’s not based on a percentage of sales, but how we can change and improve our technology. As a history, the factory has some old equipment. In the last year, we’ve spent $1.2 million on capex. We made very sizeable changes in technology. In 2012 we will put in another $1 million in some key critical areas. It’s based on the market, what we have to perform to, and how we can make new products.
SR: We meet a lot to discuss customer trends and demand trends. Many recent meetings have been cycle-time driven. The technology was limited, and we continued to get feedback that OEMs were limited in their supply chain to the DDIs and TTMs that could provide medium technology. We fund most of capex out of cash flow. Process redundancy is another driver; downtime is not an option for short-cycle manufacturer. That’s been part of the three-year plan. Capital is customer-driven. We’ll probably always be in the 5 to 7% minimum range of revenue.
BB: I always want to understand what technology our customers are looking for next month and next year, and prepare for that. For example, we’re building stacked vias – we didn’t even dream of that a year ago, but it’s an up-and-comer and will drive revenue in the coming year. Q: How important is it to your model to have the latest and greatest equipment? SR: Our success has always been based on the people. A lot of manufacturers have all the toys, but can’t get out of their own way because they don’t have the right people. The direct imaging line is about cycle time and getting product to the floor. If you don’t have the right people driving that opportunity, you can be very inefficient and erratic.
EB: The other part is we believe in being leading edge, but not bleeding edge. The Maskless product is very much a technology that a lot of players have stood back from. We’ve done a lot of research on this, and it’s been in test for eight or nine months.
SR: We recently launched into production. The quickest turn we previously produced was three days for 20-plus layers. We were able to produce two orders above 18 layers in two days this week. We cut 10 hours in cycle-time out of imaging.
Q. Pricing and margin is at the top of everyone’s minds. Have you noticed any change in approach among customers insofar as ensuring you are sufficiently profitable to remain their long-term supplier, or is price still the prevailing factor?
BB: Pricing has always been and will remain an important topic. While margins continue to be very tight, our approach remains the same: Utilize the best equipment and people, along with highly controlled process parameters, which will reduce scrap and provide a cost-effective solution.
Q. California tends to be on the leading edge of environmental-related manufacturing restrictions. Do you find this a deterrent to doing business, or in this emerging era of traceability and extended liability, is this beginning to be a competitive advantage?
SR: There is no question that the state of California and specifically Santa Clara County requires each company to do their part in controlling any negative influence on our environment. APCT is committed to being a good neighbor and doing its part to support these environmental requirements. In addition, Silicon Valley is where much of today’s technology is developed, and we insist on being on the forefront of these technological breakthroughs.
Q. What makes APCT more capable or unique among its regional competition?
BB: We offer 24-hour turns on NPI, and our “ramp to volume” builds in three to five days, and we support low-cost volume requirements in three to five weeks, all from one contact, one call, one transaction. This capability allows our customers to take full advantage of the global market and capabilities with tremendous ease and without the cost of developing multiple suppliers.
EB: We bring a lot of experience from our frontline platers to our shippers. Our average tenure for hourly personal is seven to 10 years. That’s rare, I think. Our management and supervisor leadership is probably high teens or 20s.
SR: I think we’re a little spoiled at APCT because of our experience and our core people. We’ve met a lot of people who were supposedly gurus who, when they left, we knew they couldn’t work in our plating department, let alone in a management position.
Q: How fast can you turn a quote?
BB: Generally, if a customer requires, they can hold on the phone for a quote.
SR: We have made multiple shipments where the customer hasn’t even had time to process the purchase order.
Q: What level of access do your factory workers have to their customers?
BB: We encourage it. We have some DfM engineers on the phone all day, every day, with customers. Sometimes they are on the phone with the EMS customer’s customers. We love early involvement. On any delivery of less than 72 hours, we have a home contact number, so we don’t have to put a product on hold.
SR: CAM engineers, floor engineers, floor managers, leads … we have to have engineering and designer contacts. We have to have answers and get product moving. We don’t reference our quickturn business by days. We do it in hours.
Q. What are the five-year goals for the company? What internal metrics do you use to determine you are on the right track?
BB: APCT continues to strive for a minimum growth of 15% year-over-year and has successfully surpassed that goal each year. The company has a very detailed dashboard that gives management all the tools necessary to make the proper decisions in supporting our continued growth.
Q: Do you subscribe to the notion that America has lost its printed circuit board engineering edge?
BB: I personally do not.
SR: I think it depends on where you’re at. There’s no question there’s been attrition of good, smart people in our industry. But for us, in Silicon Valley, we’re a little sheltered, because this is a very active, technology-driving, state-of-the-art area. There are still a lot of really smart, really creative engineers in the CM, OEM and PCB manufacturing area in our region.
BB: I think we have the luxury of dealing with some of the finest designers and engineers in the country because we are located in the Silicon Valley. They come to us because they know what they want the board to do and don’t know how to achieve that. We help and support them with their decision-making.
Mike Buetow is Editor in Chief of PCD&F (pcdandf.com); This email address is being protected from spambots. You need JavaScript enabled to view it..
A look back at friends and colleagues who left us in 2011.
2011 will likely be recalled as a transitive year, one in which we took stock of the pros and cons of various geographies and business models as we tried to come to grips with very uncertain economic times. It will also be recalled as the year we lost some of the industry’s biggest names from all ends of the design and manufacturing spectrum, from Steve Jobs to Werner Engelmaier. This month we reflect on their impact on our industry and our lives.
Steve Jobs, 56, cofounder and face of Apple, PC apostle and tech visionary.
Frank Coultard, 69, salesman for Nelco from 1982 to 1998, and technical director of the Printed Circuit Interconnection Federation.
Steven J. Adamson, engineer and inventor at Asymtek, Motorola and Kodak, and past IMAPS president.
Paul E. Lotosky, 55, director of technical support, Cookson Electronics, where he worked for 33 years; CIRCUITS ASSEMBLY columnist.
Lewis Gordon, 73, founder of circuit board manufacturer Midland Standard Industries.
Francis A. Schneiders, 84, worked at Enthone for 42 years, beginning in 1950 as a research chemist and ultimately for 17 years as president.
Bob Pease, 70, analog guru, prolific author and inventor, and industry legend.
Jim Williams, 63, staff scientist, Linear Technology, National Semiconductor, Arthur D. Little, and the Massachusetts Institute of Technology.
Dimitry Grabbe, 83, retired AMP Inc. director of research and technology, inventor, and founder of Maine Research Corp.
Wang Ling, 25, Foxconn engineer.
Unidentified male (John Doe), 20, Foxconn worker.
Unidentified male (John Doe), 21, Foxconn worker.
Chen Long, age unknown, Foxconn worker.
Niu Xiaobei, age unknown, Foxconn company intern.
Kenneth Olsen, 84, Digital Equipment Corp. cofounder who famously said he couldn’t imagine why a person would want a computer in their home.
Rudolf Picavet, 62, former IBM and Celestica employee.
Joseph Thomas (Tom) West, 71, Data General chief technologist, protagonist of the Pulitzer Prize-winning book The Soul of a New Machine.
Werner Engelmaier, 72, former Distinguished Member of the Technical Staff, AT&T Bell Labs, and perhaps the industry’s preeminent expert on solder joint reliability.
Sidney Harman, 92, stereo equipment designer and pioneer.
Constance L. “Connie” Bennett, 64, former IBM and Celestica worker.
John A. Josifek, 67, owned PCB fabricators Electro-Fab and Croix Circuits.
Dr. Bill Kenyon, 74, retired DuPont chemist; cleaning guru.
“Natural Disasters and Business Disruption: How Can Electronics Companies Evaluate and Mitigate Their Risk?” Author: Harvey Stone; This email address is being protected from spambots. You need JavaScript enabled to view it.. Abstract: Businesses in the electronics industry face increasingly turbulent times. This paper focuses on one particular kind of turbulence: so-called “acts of God”; i.e., natural disasters like floods, droughts, waves, fires and other extreme weather events. It is increasingly critical for all types and sizes of businesses to understand more fully 1) what “Act of God” means; 2) the way human and business activity exacerbates the number and intensity of natural disasters; 3) the financial costs related to natural disasters; 4) leading-edge methods by which businesses are protecting against these natural disasters; and 5) the ways businesses are capitalizing on natural disasters to enter new markets and generate new revenue. Furthermore, it is important for electronics companies to be aware of the growing business-disruption threats from issues related to the earth’s carrying capacity issues that are not directly linked to natural disasters, but are greatly exacerbated by natural disasters. (SMTA International, October 2011)
Component Libraries
“Library Management – Building the Perfect Library” Author: Zuken Corp. Abstract: Component selection is critical in the product design cycle. The designer must review and compare component data so that an immediate accurate selection can be made. EDA libraries can incorporate component management systems where specifications, lifecycle, supplier, simulation models and assembly information is stored, facilitating proper component selection. (ZDAC, November 2011)
Final Finishes
“Comparison of Several PCB Final Finishes in a Mixed Flowing Gas Test Environment” Authors: Robert Veale and James Trainor; This email address is being protected from spambots. You need JavaScript enabled to view it.. Abstract: One consideration of PCB final finish selection is the susceptibility to creep corrosion in environments containing atmospheric sulfur. In this study, several final finishes were subjected to a Battelle Class III mixed flow gas test to assess creep corrosion susceptibility. PCB finish coatings tested were Pb-free HASL, direct palladium, immersion silver, OSP, ENIG and ENIPEG. The assessment method was an end-point visual examination focusing on the extent of creep corrosion products. (SMTA International, October 2011)
Nanophysics
“Nanoparticle Superlattice Engineering with DNA” Authors: Robert J. Macfarlane, Byeongdu Lee, Matthew R. Jones, Nadine Harris, George C. Schatz, Chad A. Mirkin; This email address is being protected from spambots. You need JavaScript enabled to view it.. Abstract: A current limitation in nanoparticle superlattice engineering is that the identities of the particles being assembled often determine the structures that can be synthesized. Therefore, specific crystallographic symmetries or lattice parameters can only be achieved using specific nanoparticles as building blocks (and vice versa). Presented are six design rules that can be used to deliberately prepare nine distinct colloidal crystal structures, with control over lattice parameters on the 25- to 150-nanometer length scale. These design rules outline a strategy to independently adjust each of the relevant crystallographic parameters, including particle size (5 to 60nm), periodicity and interparticle distance. As such, this work represents an advance in synthesizing tailorable macroscale architectures comprising nanoscale materials in a predictable fashion. (Science, Oct. 14, 2011, sciencemag.org/content/334/6053/204.abstract)
A good diversity program makes it possible for top talent to succeed.
During this year’s SMTA International, I had the pleasure of attending my first electronics industry women’s networking event. It wasn’t the first year for this event. IPC has held a women’s networking breakfast at its conferences for several years. However, it was the first time my schedule had synced up with the event. And, to be honest, after 30-plus years of working in a male-dominated industry, networking events with the word “women” in the title weren’t high on my priority list. Women who have spent their careers in an evolving electronics industry found the best path to success was to work hard and do our best to outperform fellow team members. For the most part, we didn’t talk about the things that made us uncomfortable out of fear that it would get us labeled as overly sensitive or reinforce the fact that we were “different” from most of our peers. The concept of mentoring was also alien because there simply wasn’t a large pool of women in senior positions or structured mentoring programs. The industry is far better now in terms of management gender diversity and management development training. HP and IBM are now led by women. When I started teaching IPC EMS Program Management certification courses in 2003, it was rare to see more than one or two women. The last one I taught had more women enrolled than men.
So, if trends are improving, what is the benefit of additional discussion? As a woman I’ve seen practices that encourage productivity and growth and practices that increase the overall cost of human capital by increasing turnover or motivating poor performance or employee-related litigation. Glass ceilings aren’t the result of intentional discrimination. They occur because the person we trust most looks back at us in the mirror every morning. We tend to trust and promote those who subconsciously remind us of ourselves. In a diverse environment that can result in a diverse team, but in an environment where there is a dominant management demographic, those who vary from the norm may be overlooked for choice assignments and higher-level promotions. And knowledge gaps can be career killers. The village idiot who reminds the boss of himself when he was younger gets coached when he makes a mistake. The person who is different gets criticized or labeled as a b-lister when a mistake is made. However, workplace diversity continues to increase, and being different is becoming the new normal. There are differences in attitudes generationally and culturally, as well as by gender. Non-biased teambuilding becomes even more important to ensure that differences coalesce into strengths.
The goal of a good diversity program shouldn’t be to create a politically correct environment where everyone tiptoes around, afraid of saying the wrong thing. Nor should it shift the “balance of power” from one group to another. Instead, it should attract top talent, educate them on corporate values, and provide the encouragement and safety nets needed for that talent to be productive and grow, regardless of gender, national origin, race, religion or any other “difference” that makes an individual a minority in their workplace. In short, the right focus builds bridges between team members, rather than emphasizing differences, and focuses on performance to clearly defined goals.
The real question today for the 21st Century isn’t, “How well do you treat women or any other minority group in your company?” Instead, it’s, “Is your company doing the right level of focused recruiting, mentoring and performance measurement to ensure an adequate pool of talent in critical job functions over time?” If you are doing the right things to develop a diverse talent pool, everyone benefits.
The challenge for companies in a margin-sensitive industry becomes finding the resources to support these efforts. Not easy, since the most important element in creating a level playing field in technical careers actually starts in high school.
Interestingly enough, I see smaller companies addressing this challenge sometimes more aggressively than their larger competitors because they tend to be more closely linked to their communities. While larger companies may focus on broader science, technology, engineering and mathematics (STEM) initiatives, smaller companies may take a more hands-on approach. As an example, one plastics company CEO I know cultivates the high school and technical school counselors in his area, because he understands that if they don’t understand manufacturing career paths, they can’t guide students into picking the right classes to succeed. I’ve also seen EMS companies work with community college and university manufacturing technology and engineering programs to ensure their curricula are aligned with knowledge needs. My master’s degree from the University of Alabama-Huntsville was the result of one such effort. Back in the 80s, the larger technology corporations in that region (including two EMS companies) worked with the local university system to define evening curriculums that met their job skill requirements and allowed their employees to more easily attend classes and earn advanced degrees. Those companies also had tuition refund programs available to full-time employees that paid for the classes. It was a great system that created value for both employees and employers.
We will continue this conversation next time.
Susan Mucha is president of Powell-Mucha Consulting Inc. (powell-muchaconsulting.com), and author of Find It. Book It. Grow It. A Robust Process for Account Acquisition in Electronics Manufacturing Services; This email address is being protected from spambots. You need JavaScript enabled to view it..
A lofty idea on margin improvement comes crashing down.
It hit me all at once, and so fast, like a speeding bullet – an epiphany of how to fix a whole bunch of problems that have plagued my company and our industry for too long.
And where did it happen? On an airplane, of all places. And in the very small “extra room” seat I had treated myself to. (Actually, my “treat” wasn’t by choice. When I booked the ticket, the only available seats on the then mostly empty flight were “extra room” – and extra cost - seats. Kind of ticked me off at the time, but that’s another story.)
So there I was, crammed in my seat, setting to review my company’s budget. We were having a pretty good year, I thought, but for some reason margins were thinner than expected. What could I do to improve margin, optimally by increasing pricing, as we have been hacking away at costs for as long as I could remember, with little left to cut?
I did not get far in my thoughts before the flight attendant tapped my shoulder and began asking if I was “able, willing and capable” of assisting the flight crew in the “unlikely” event of an emergency landing. Seems that my “extra room” seat was in an emergency row, and I had to respond positively that I would and could assist. I nodded, then resumed my thoughts regarding margins, pricing and the bottom line. As I was jotting down some ideas, the flight attendant leaned over and asked to take my drink order. He also offered a choice of various snacks, any of which I could purchase for a mere $5 fee (no cash, please). I rifled through my wallet, found a credit card, purchased my “flight meal” and munched away as I got back to the challenge at hand. What a frustrating dilemma: Cut costs and I cut into the organizational marrow. Raise prices and my customers will push back. What is an entrepreneur to do?
As we were about to land, I started to pack away my calculator, pad, pencil, and laptop into my briefcase. I also decided to grab my jacket from the overhead bin. I would need that extra time: I did not want to pay the fee for checked bags, but there was no room in the luggage compartment above my seat, so the flight attendant found a place for it – in an overhead bin six rows behind me. I would have to wait until most of the 15 rows behind me were off the plane before I could shuffle back for the bag.
And that’s when the epiphany occurred: In my ire over having to wait to fight my way down the aisle for my bag, the $10 fee that prompted the situation, a lousy seat where I was also responsible for the safety of passengers and crew, and a lousy snack that used to be free – the solution to my eroding margin (not to mention the industry’s declining “value proposition,” as manifested in ever lower prices), was right in front of me. All we have to do is price product (or “service,” for design or EMS folks) as the airlines do! So simple, so elegant – such a solution!
Just imagine, it matters not what the price of the “circuit board” is. Like the airlines, discount the hell out of the “seat price,” since that’s not what customers pay for. And they don’t pay for solder mask, or for the number of holes or technology, either. Give them the most dense umpteen layer microvia, mixed construction, embedded, gold-plated HDI board you can imagine. Drop that price; it does not matter!
What does matter is charging fees for all the things that customers have come to expect, but are willing to or by necessity must pay for. Want a quote? Sure: You can talk to one of our technologically savvy customer service staff, who will charge you a premium, or go to your computer to access our web portal for the “best available price.” Have questions about that quote? Pay a small fee, per question. More than one question, more than one fee!
It gets better. Want to convert that quote into an order? No problem. Just a couple of questions and you will be on your way. First, what delivery do you want for how many panels? Three-day (a big upcharge fee), 10-day (a smaller fee), three weeks (an even smaller fee) or, for no fee, there’s “standard?” Oops, no more standard deliveries are available, so you automatically need to pay the fee for three-week delivery! Will you pick up the product or have it delivered? For pickup, you pay just for boxes (as many as are needed) and packaging material, on top of a fee for our handling (packing the box). For delivery via UPS, FedEx (or whomever), you pay whatever they charge and a fee for printing the label/paperwork, as well as the packaging fees. Certificates of compliance? It’s a fee for each one: material(s), electrical test, impedance, plating thickness, ISO, MIL, AS, ITAR, etc. – all are available, each for an additional fee. And finally, how will you be paying for this? Credit or debit cards only.
At $25 each, it really adds up! Let’s see: two tech questions ($50) plus three-week delivery for one panel order ($25) utilizing one box – and packing ($50), plus shipping via UPS, plus paperwork ($25) with certificates for plating, material, ET, impedance, the quality documents ($200) all paid by credit card (which fixes cash-flow issues), for a total of $350 in fees on top of whatever the board price is. Now that’s what I call an epiphany!
Or is it? Industrial customers, like consumers, get ticked off when fees are applied. However, the difference is that, unlike us consumer fools, the industrial world won’t stand for it, and any company that embraces such pricing will be on the fast track to oblivion. Maybe it wasn’t such a hot idea after all.
Peter Bigelow is president and CEO of IMI (imipcb.com); This email address is being protected from spambots. You need JavaScript enabled to view it.. His column appears monthly.