Stencil design software has evolved from simple rule checkers to custom, sophisticated engineering tools.
QFNs, microBGAs and 0201s keep showing up everywhere. They used to appear only on boards requiring miniaturization; now they are used on revisions of legacy products, bringing a new set of headaches for process engineers.
While placement and reflow are relatively straightforward on these types of component packages, stencil design is not.
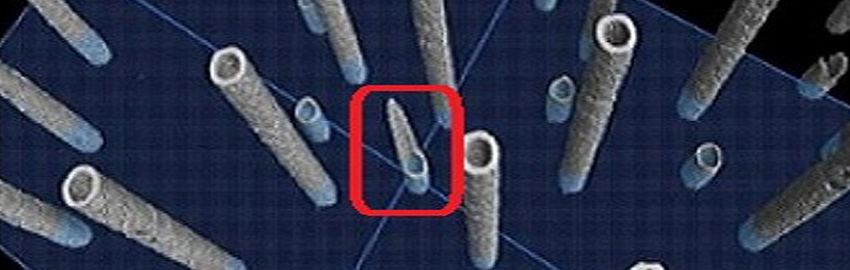
The small apertures required by the miniaturized components can push the limits of the area ratio rules, dipping them below the 0.66 threshold and inhibiting robust solder paste release (Figure 1). Stencil design becomes a formidable issue as the engineer tries to accommodate the miniaturized components. Area ratios and transfer efficiency calculations are necessary, especially with QFNs, and sometimes tradeoffs need to be considered. Typical questions might include:
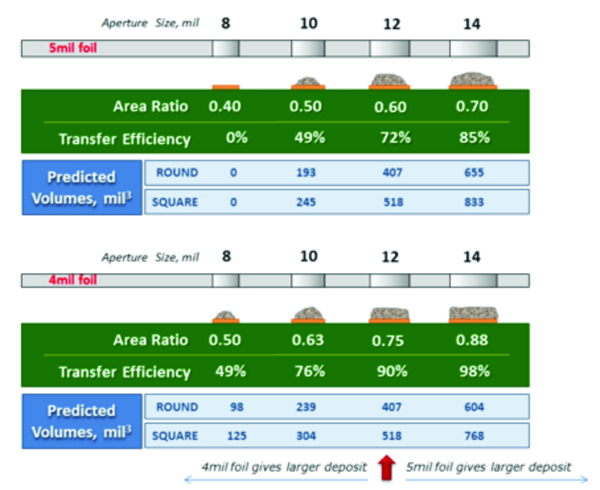
Figure 1. Effect of foil thickness on area ratio, transfer efficiency and predicted volumes.
- What will be the QFN terminations’ area ratio in a 5 mil foil? How much paste will release on the terminations, and how much will release on the ground pad? What happens if the foil is 4 mils thick?
- Will apertures for other components need to be enlarged if thinner foils are used? How much larger do they need to be to maintain the same solder volumes?
- How will a thinner foil impact PTH volume for pin-in-paste? Is there room to extend the apertures to provide enough paste to compensate for a thinner foil? Can preforms help? If so, what sizes are best?
These calculations are way too arduous for the 10-key calculator. It’s time to automate the calculations in a spreadsheet to enable some “what if” games with the stencil design.
Stencil design calculation capability is not new to the electronics manufacturing industry. New spreadsheet-based stencil design assistance software such as ARTE (pronounced ar-TEE) can perform a multitude of stencil design calculations and analyses while simplifying use.
ARTE (for Area Ratio and Transfer Efficiency) can be used to:
- Flag low area ratios or other design issues that may cause print problems before the stencil is cut, thus avoiding lower yields on the assembly line and future design iterations.
- Enable rapid exploration of stencil design options, including changes in aperture size, shape or foil thickness, and the addition of preforms.
- Predict final solder volumes based on area ratios and preform volumes.
How it works. A CAD technician imports the stencil Gerber file. The software reads the file, interprets the aperture shape from the D codes and captures the apertures’ dimensions (Figure 2). The user specifies a minimum area ratio threshold and inputs a foil thickness so the software can run its calculations for aperture volume and AR. The user also selects paste type – SnPb or Pb-free – and the software calculates the typical TEs for that paste type and displays them next to the calculated area ratio for each aperture. The background colors of the worksheet indicate the alloy type: yellow for SnPb and green for Pb-Free.
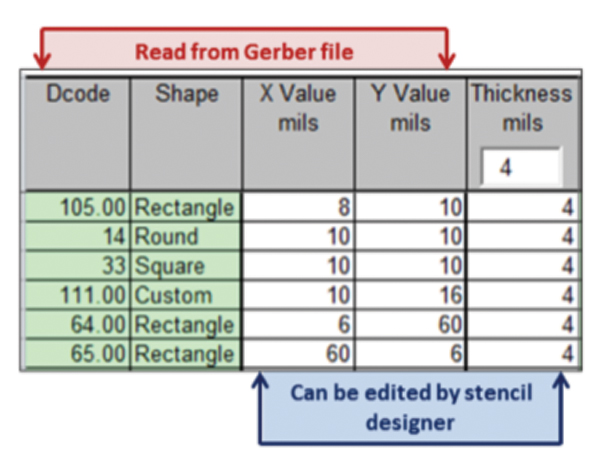
Figure 2. Inputs to the novel software.
Predicting solder volumes. The software multiplies the predicted TE by the calculated aperture volume to display the predicted volume of the solder paste deposit for each aperture shape/size combination (Figure 3). If the aperture dimensions or stencil thickness is changed, the software recalculates the volumes and compares them to those predicted with the original sizes. Some volumes may increase, and others may decrease, depending on the changes in aperture ARs. The mass of the solder paste deposited on the board is calculated by adding all the individual aperture volumes together and multiplying the total predicted volume by the density of the solder paste.
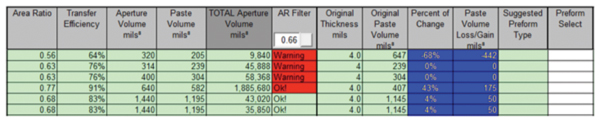
Figure 3. The novel software’s stencil design calculations. The columns on the left of the AR filter display the paste volume calculated for the current stencil design; the columns to the right compare the current design outputs to the original, and the columns on the far right suggest and display standard preform types to add solder volume.
If a stencil thickness change decreases the solder paste volume by 20% or more on larger apertures, preforms are automatically investigated. The original and new predicted solder volumes are considered, along with the pad shape, and the preform database is searched for the size that most closely matches the solid solder volume difference and is most compatible with the pad geometry. The best preform type is suggested, and, if the user accepts the suggestion, the volumes recalculated, and the comparison of current (equivalent) predicted volume to original predicted volume is again displayed. If different size preforms are considered, standard sizes may be selected from a drop-down list, from which the software will recalculate and compare to the original.
Warnings about design issues. If the software calculates area ratios lower than the user-specified minimum, it colors the workbook cell red and displays the word “Warning.” If the user resolves the area ratio violation by changing the aperture dimensions or foil thickness, the software displays the word “Ok!” but keeps the cell red to indicate that the size has been changed in the spreadsheet but not yet in the Gerber file. Once the size is changed in the Gerber file and rerun through the novel software, the AR cell will show OK. If the user resolves the violation by lowering the minimum area ratio threshold and reruns the novel software, the cell will also show OK.
The warning messages serve several helpful functions:
- Identify errors inherent in the design, such as bad pad stacks or incorrect aperture libraries.
- Prevent stencil printing problems that can occur when smaller components needing thinner stencils sneak into designs that typically use thicker stencils.
- Predict trouble spots on the board that should be inspected or monitored with statistical process control.
- Provide a metric of guideline violations that can be used to measure a design’s manufacturability.
The area ratio warning system was the original purpose of this software, providing the foundation on which it was built. Today it can be operated in one of three modes: interactively online with the CAD technician and stencil designer working together, independently by the CAD technician who sends a report to the stencil designer for review, or independently by the stencil designer using a lighter version of the software that enables varying of aperture sizes, foil thicknesses and preform types.
The system offers several approaches to accommodate stepped stencils. The simplest way to incorporate steps into the analysis is to change the thickness value in the cell corresponding to the aperture shapes and sizes in the stepped area. When the change is entered in the aperture’s corresponding stencil thickness cell, the software instantly recalculates the AR, TE and predicted volume. It also displays the corresponding values from the original stencil thickness for easy comparison. If some of the apertures of a certain shape and size are in a stepped area and some are not, they are assigned separate D-codes for individual analysis. This flexibility permits multiple step thicknesses, both up and down, as dictated by the PCB layout.
If stencil thicknesses in increments less than 1 mil are needed, the user can enter 3.5, 4.5, 5.5 or any partial increment of a mil and immediately see the effect on AR, TE and predicted volume. This practice is referred to as volume balancing, and it often helps define the happy medium between two standard thicknesses. Whereas stainless steel foil materials are only available in 1 mil increments, electroforming operations can create nickel foils in custom thicknesses, then laser-cut them to precise dimensions to achieve the optimum volume balance on the PCB.
Over the past decade, stencil design software has evolved from simple rule checkers to customized and sophisticated engineering tools that help stencil designers, manufacturers and users all create better stencils. Novel software can automate stencil design analysis, streamlining into seconds the tedious calculations that used to take several times longer, while removing the element of human error. It allows every potential option to be investigated quickly and easily, giving users all the information they need to optimize designs before making and testing a stencil.
Chrys Shea is founder of Shea Engineering Services (sheaengineering.com); This email address is being protected from spambots. You need JavaScript enabled to view it..