With multiple assemblers involved in most projects, how can you speed up the development process?
Flex circuit technology is rapidly growing in popularity, especially on mobile devices, due to its ability to help meet space and weight constraints. Design of flexible printed circuit boards is often more challenging than traditional boards because flex circuits have unique design for manufacturability (DfM) requirements that are not well-supported by traditional PCB design software. Another challenge is many OEMs work with multiple contract assemblers, each of which typically has different DfM specifications. The OEM typically sends the design to the manufacturer, which annotates the violations and sends it back to the OEM for updating. These corrections often are difficult because changes have a cascading effect which requires considerable rework. Often, problems are discovered in the late phases of the design process, when changes are most expensive.
This challenge is being addressed by new DfM tools that can be used to validate the board against both flex and traditional DfM requirements in the early stages of the design process. A key advantage is the differing rules of multiple manufacturers can be stored in the DfM tool so the board can be checked against specific requirements of the manufacturers involved in the project without having to input design rules. This approach has the potential to substantially reduce the possibility of late-stage design changes, resulting in reduced engineering costs and shorter time-to-market.
Increasing Popularity
Flex circuits usually are made by laminating a stackup consisting of copper and a flexible substrate material with an acrylic adhesive. The most common substrate material is polyimide thermosetting polymer. The copper layer is coated with a photosensitive layer that is exposed and etched to create the conductive traces and termination pads on the board. Heat and pressure are applied to cure the adhesive and laminate the board. Stiffeners made of FR-4, plastic or metal are sometimes used to maintain the rigidity of the flex board in areas where it is not supposed to bend. Electromagnetic interference (EMI) shielding, made from various materials, is often needed to protect the circuit from the environment and vice versa. A coverlay is used to encapsulate and protect the external circuitry of a flexible circuit board.
Single-layer flex circuits contain one copper layer laminated between two polyimide (or polyester) outer cover layers. Double-layer flex circuits contain two conductive layers separated by an insulating layer and connected with plated through-holes. Flex circuits can also be produced with three or more layers. Flex boards can also be combined with rigid ones to produce rigid-flex circuits. Most or all components in a rigid-flex circuit are on the rigid portion of the board, while the flex portion is used primarily for interconnects. Flex circuits are often used inside a geometrically complex housing, with the flex circuit fitting like fingers inside a glove. In this case, each time the flex circuit or the housing changes, geometrical design information needs to be exchanged to keep the design process in sync. Flex lines and bend lines often change and need to be frequently exchanged between ECAD and MCAD.
Unique DfM Requirements
Flex circuits have unique requirements that increase the complexity of DfM validation. For example, every assembler requires components be kept out of the bend area to avoid delamination. But the specific exclusion area varies among manufacturers. For example, one assembler might require components be at least 1mm from the bend area. If there are two separate bend areas, they can be no closer than 4mm from each other. Stiffeners also may be required to be at least 2.5mm from the bend area, while the adhesive used to fasten the stiffener can come no closer than 0.4mm to the end of the stiffener to avoid wicking.
Components can be placed on the opposite side of the stiffener, as long as they are at least 1mm inside the stiffener. Another common requirement is through-holes can’t overlap, nor be closer than 1mm to the bend area. When multiple bend areas are used to orient connectors, each bend area must be at least 4mm apart. When shielding is used, it cannot come closer than 0.5mm to the bend area, unless the shield goes all the way through the bend area and extends for a least 3mm past either side of the bend area.
The coverlay has its own particular DfM requirements. For example, a typical assembler might require the coverlay overlap the bend area by 1mm and overlap the LPI soldermask by 0.3mm. Openings in the coverlay can’t be closer than 1mm to each other or 0.4mm to the board outline. The LPI solder mask also has its own requirements; for example, an opening in the LPI can be no closer than 0.6mm to the edge of the LPI, nor 0.25mm from any other opening in the LPI. The LPI acts as a stiffener, so it also must be at least 0.5mm from the bend area.
It’s important to note the requirements mentioned above are typical, but each assembler has its own specifications that frequently differ from other companies. With most OEMs working with multiple assemblers, or at least wanting to keep their options open, there are potentially a large number of different design rule sets against which the design may have to be checked at some point in the product development process. The design must either be compatible with the requirements of all the assemblers involved in the project, or different versions of the design will have to be created for different manufacturers.
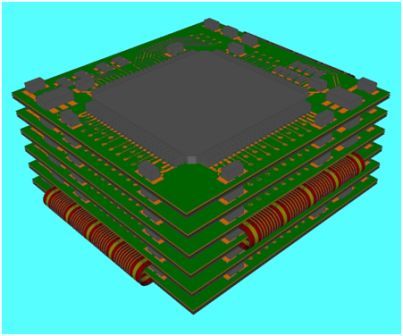
FIGURE 1. Flex board in a bent state.
PCB CAD Limitations
Unfortunately, most PCB design software does not possess the functionality to validate flex circuits, so it is not well-suited to the task of managing DfM requirements and performing DfM rule checks. For example, the design software might not recognize the coverlay or might treat it as a dumb layer. In this case, DfM checks must be performed manually, which takes considerable time and is prone to errors. Today’s PCB design software also is not capable of checking a design against the rulesets of multiple assemblers without the tedious process of entering the rules for each one.
The most common way to address these issues is to send the design to the assembler(s) involved in the project for checking. If multiple assemblers are involved in the project, changes sent back by each will need to be combined in order to create a design compatible with all of their DfM rulesets. In this case, changes made by the assemblers need to be checked before the design is updated to be sure they do not affect the functionality of the design. In more difficult cases, considerable design work is required to update the design to account for the impact of the changes required to meet DfM rulesets of the different contract manufacturers. The challenge of meeting the requirements of different manufacturers may lead PCB designers to attempt to DfM-proof the design to reduce the need for downstream changes, such as by opening spacing to reduce the need for downstream changes. But this can have the unintended consequence of increasing manufacturing costs.
A new generation of DfM tools helps overcome these challenges by storing design rulesets from multiple assemblers and enabling designers to validate their designs against any combination of these rulesets. DfM rulesets for many major assemblers have been prepopulated with their cooperation, to save time that would otherwise be required to enter the manufacturer’s rules. The design rules are stored in a centralized location and continually updated based on information provided by assemblers, so they are always based on the latest available information for the production machines in use.
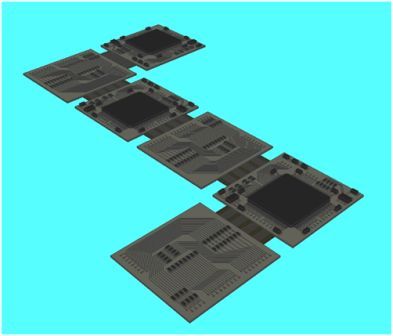
FIGURE 2. Flex board in a flattened state.
Designers use a web browser to select the ruleset(s) they want to validate the design against and activate the validation process. They can easily add, delete or modify rules to create new rulesets or create rulesets from scratch. Custom rulesets can be shared among members of the design team, contract manufacturers, design bureaus, etc. to promote best practices gained from previous product development projects. The user can then trigger the DfM validation process. The system checks the design and returns a list of violations, and the user can browse these violations, cross-probe to the violations and export them as a spreadsheet. Also, partial checks can be run based on user selection in order to focus on particular areas of concern at that phase of the design process. This aids productivity by allowing the user to address issues as early as possible.
Conclusion
The proliferation of flex circuits and other advanced PCB manufacturing technologies, as well as the increasing number of assemblers involved in many new product development projects, increases the challenges involved in validating the design against DfM rulesets. This increasingly complex environment creates a significant risk that DfM violations discovered late in the product development process will have a negative impact on the product development timeline and budget.
New generation tools enable users to design for DfM rules from all the contract manufacturers involved in the project from the early stages of the design process. The new automated approach to DfM efficiently manages the growing number of design rule checks needed to ensure manufacturability as the work progresses, ensuring designs have been produced in accordance with component mounting and manufacturing specifications. The entire process is frontend driven, sharing data in real-time across all departments, divisions, and companies involved in design and development. Design iterations are reduced because rule checks are run as design work progresses and problems are identified early in the design cycle.
Naoyuki Sugaya is senior partner/manager, engineering operations at the Zuken SOZO Center (zuken.com); This email address is being protected from spambots. You need JavaScript enabled to view it.. Steve Watt is manager, PCB engineering at Zuken; This email address is being protected from spambots. You need JavaScript enabled to view it..
Register now for PCB WEST, the largest trade show for the printed circuit and electronics industry in the Silicon Valley! Coming Sept. 11-13 to the Santa Clara Convention Center.












