Lasers are enabling technology for smaller features and higher density flexible circuits.
The IPC (Association Connecting Electronics Industries) defines a flex circuit as "a patterned arrangement of printed wiring utilizing a flexible base material with or without flexible cover layers." As the name implies, the final product is designed to be bent, either as part of the assembly process or in a dynamic way between two moving parts. In the second configuration, the circuit may see thousands of repeat motions over the lifetime of the device, so it is critical that the devices are simple and error free. Flexible circuits provide advantages such as economy in weight and space, enhanced reliability, better temperature cycling ability and the ability to connect moving devices without the use of cables.
The worldwide flexible circuit market has been showing double-digit growth for years with 2005 revenue of about $6 billion. It is predicted that this double-digit growth will continue beyond 2010, with expected revenue of well over $10 billion by 2010. This growth is driven by many factors, including miniaturization and the technology's ability to achieve higher densities. Flexible circuits today are used in high demand products, such as those in the digital electronic industry segment, as well as medical devices, aerospace and some specialty markets. While there is some growth in multi-layered circuits for specialty industries, single- and double-sided applications are still the most prevalent. These applications are always striving toward higher densities with reduced line widths and spaces, and the application of lasers in the manufacturing process can facilitate achieving these technology driven goals.
Lasers are used for the following processes related to flex circuits: drilling, routing/cutting, skiving and marking. When processing flexible circuits, there are some challenges presented that need to be addressed by the laser and the rest of the components of the laser tool. It is possible for the astute designer to make simple modifications to the artwork that can greatly benefit the laser process. For instance, alignment is always an issue. Typical laser software can account for uniform expansion, contraction and skewing, but no software can account for non-uniform deviations from the "perfect" drawing. To address these challenges we typically need alignment points near laser processed areas in order to accurately hit landing pads, etc. Unlike rigid boards, where we can use three or four point alignment on a board level 18õ x 24õ surface, flex circuits almost always need more fiducials local to the processed areas.
Another consideration is post laser cleaning. While UV lasers can clean any dielectric right down to the copper and leave it suitable for plating, even UV laser generated features should be cleaned after processing, as oxidation can occur. Also, debris from subsequently processed features can land back in earlier made features. For IR lasers, it is absolutely necessary to do a post laser-processing step because the IR wavelength is highly reflected by copper and the dielectric is not 100% absorptive, so the last bit of material will not be removed. It needs a light plasma etch or permanganate desmear - technologies usually readily available at most PCB manufacturers. This drawback when using IR lasers is more than made up for in the higher processing speeds. And with the reflectivity of the copper that stops the laser penetration, the process is self-limiting.
It has been known for years that excimer lasers can make beautiful features in most dielectrics, including polyimide. However, these lasers are extremely slow for most applications and the majority of flex processing is done with CO2-RF, CO2-TEA or DPSS (Diode Pumped Solid State) - 355 nm or sometimes 266 nm lasers. The 10 micron CO2 wavelength works quite well on most dielectrics, but not on bulk copper, so UV lasers are required if any copper is to be removed.
It should be noted that there are several steps involved when using CO2 lasers to blow holes in very thin copper. But this is only achieved by thermally overloading the material and is not a true ablation. CO2-RF lasers have a Gaussian beam, high repetition rate and low energy per pulse, making them ideal for delivery through galvanometer beam steering system. CO2-TEA lasers have a large non-Gaussian beam, high pulse energy and low repetition rate, making them ideal for imaging applications. 'T' lasers have significantly shorter pulse lengths and, therefore, higher peak power than the RF lasers. DPSS lasers have a Gaussian beam, high repetition rate and low pulse energy lasers, and are almost always used with galvanometer beam delivery.
One important consideration is that the minimum achievable spot size on the target is primarily a function of wavelength. As feature sizes shrink, the CO2 laser will have more limited application. In principle, the DPSS (or excimer laser) can be used to make micron size features, but this requires a heavy investment in both capital and manpower. Generally, this type of laser is not used on anything but very high-end specialty applications due to the cost and speed considerations. Nevertheless, as densities get higher it will be possible to use imaging masks to make many features simultaneously, allowing for increased throughput.
There are numerous materials that are used in the manufacture of flexible circuits. Fortunately, most of these materials work very well with at least one of the laser wavelengths described above, and most respond well to all wavelengths. An exception is raw Teflon, which does not absorb well in the UV but does in the IR. If this material is used, it is frequently impregnated with an adulterant that is UV absorbable, making the laser process possible. Non-homogenous materials, like glass embedded resins, are also sometimes troublesome because the energy density required to remove the glass can damage the resin and underlying copper layers. Fortunately, successful processing conditions can be found for all dielectrics that we have encountered. Of the many materials that are used in specialty flex applications, polyimide probably accounts for 90% of the market, so we will use this material as a benchmark for further discussion while touching briefly on a few other materials.
Polyimide film is an insulating substrate with an excellent combination of thermal, chemical and mechanical properties. Its superior electrical characteristics and dimensional stability make polyimide suitable for circuitry applications ranging from miniaturized electronics components for cell phones and PDAs to high-speed locomotive motors. Polyimide can be laminated to copper with various adhesives, as well as sputtered or chemically deposited with copper. It can also be directly cast onto the surface of copper or laminated with thermo-plastic polyimide to yield an "all polyimide" system. Circuitry made with polyimide is flexible, lightweight, thin and can be processed roll-to-roll and in sheet format. It is, in fact, one of the most laser friendly materials we have worked with, having excellent absorption from the far IR through the vacuum UV.
Dielectrics we have encountered include homogenous, non-homogenous and laminated. Like polyimide, a homogenous dielectric has the same consistency and formulation throughout. A non-homogenous material is made of two or more different materials, sometimes distributed uniformly, and sometimes not. Glass and ceramic embedded fibers and particles are good examples of this. Finally, laminated substrates, like Dupont's Pyralux, are used for many applications. Pyralux is a laminate consisting of Kapton and adhesive, sometimes copper-clad, and sometimes with Mylar protective layers. Using UV lasers, we can cleanly ablate this material through all the layers, or stop selectively at the Mylar after going through the Kapton and adhesive layers. In the case of copper cladding, it is possible to stop at the copper surface or drill completely through. (Teflon, Kapton, Mylar and Pyralux are Dupont trademarks).
Liquid crystal polymers (LCPs) are a unique class of partially crystalline aromatic polyesters based on p-hydroxybenzoic acid and related monomers. They form regions of highly ordered structure while in the liquid phase and provide self-reinforcement almost to the melting point. Typically, LCPs have outstanding mechanical properties at high temperatures, excellent chemical resistance, inherent flame retardancy and good weatherability. They are also exceptionally inert and respond quite well to laser processing.

FIGURE 1. Stress relief cuts on copper-polyimide laminates made by using a 355 nm UV DPSS laser.
|

FIGURE 2. Stress relief cuts as in Figure 1 after cleaning in an ultrasonic bath.
|
The following are some examples of laser-processed dielectric for the different applications previously noted. Figure 1 shows stress relief cuts on copper-polyimide laminates made by using a 355 nm UV DPSS laser. This photo was taken directly after the part came off the laser; the kerf width is about 25 microns. This process isolates the copper fingers for better flexibility, especially where thermal, altitude or other cycling is involved. Figure 2 shows the same stress relief, but in this case the part was cleaned in an ultrasonic bath. Note the difference in cleanliness between the two parts. Figure 3 shows polyimide removal from solder pads using the CO2-T laser. The next few figures show laser processing of LCP and polyimide. In these cases we are removing the top and bottom cover layers to affect connector area exposure. Figure 4 shows the results using a 355 nm UV laser on LCP. Figure 5 is the same material using the RF-CO2 laser and Figure 6, with the CO2-T laser. Figure 7 shows polyimide processed with the 355 nm laser. The three lasers give slightly different processing results, with different associated costs and speed of processing. Figure 8 shows the plume emitted when the CO2-T laser strikes polymeric dielectrics.

FIGURE 3. Polyimide removal from solder pads using the CO2-T laser.
|
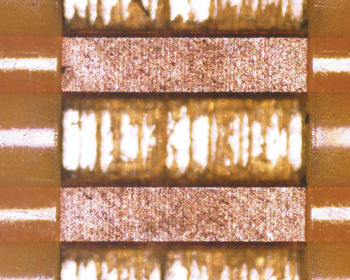
FIGURE 4. Cover layer removal using the 355 nm UV laser on LCP.
|
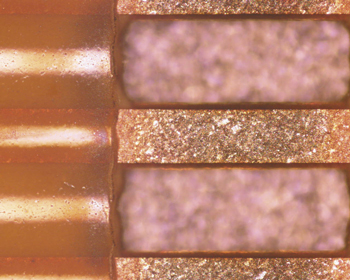
FIGURE 5. Cover layer removal using the rf-CO2 laser on LCP.
|
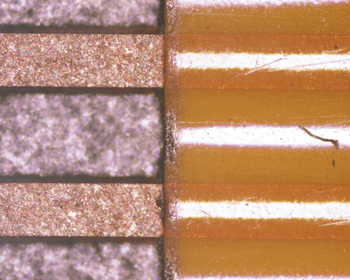
FIGURE 6. Cover layer removal using the CO2–T laser on LCP.
|

FIGURE 7. Cover layer removal using the 355 nm UV laser on polyimide.
|
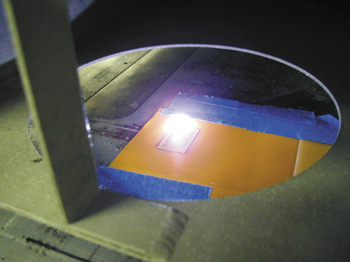
FIGURE 8. CO2-TEA laser plume while laser is in operation.
|
It is worthwhile to mention some other applications that are not traditional flex, but are very close and have similar processing considerations. The first is the patterning of thin conductive films on different substrates. It is very easy to use the 355 nm DPSS laser to make intricate patterns on, for instance, a thin film of gold on Mylar. These patterns become conductors for applications such as diabetes test strips, flight panels and solar cells (Figure 9). These applications, while not thought of as typical flex applications, nevertheless fit the definition given above.
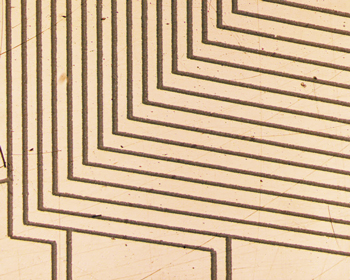
FIGURE 9. Laser imaging of sputtered gold mask on Mylar film.
|
Another related area is Radio Frequency Identification Devices (RFIDs). An RFID consists of an antenna, a transceiver and a transponder. While most RFIDs are currently manufactured using silicon, polymer tags are going to drive costs down to where these devices can be used in a host of new applications. High frequency RFIDs have transmission ranges of over 90 feet under most conditions. This market is expected to grow from about $300 million in 2004 to almost $3 billion in 2009. About two thirds of the growth is pushed currently by logistic concerns (shipping, access control, purchasing and inventory, security). Another large growth area is that of personal IDs, which are mostly used in animals right now.
It has been known for many years that laser processing of flexible circuits can be a cost effective technology. As features get smaller and densities get higher, lasers will be used to an even greater extent. Also, new and improved lasers have arrived that allow us to address applications that were not possible before. Dielectric material removal is quite straightforward and, depending on the material, can be done using several different types of laser. Copper etching is also possible with UV lasers, allowing upfront engineering of the technology into the manufacturing process as well as repair mechanisms later. It is easy to imagine a production facility where lasers are used in many steps of production and assembly - from the design phase, to using laser imaging and patterning, laser dielectric removal, laser via drilling, laser marking and laser welding of components onto substrates, even including using lasers for trimming embedded passives. The future for lasers in the manufacturing of flexible circuits is very bright! PCD&M
Dr. Ronald D. Schaeffer is CEO of Photomachining Inc.; This email address is being protected from spambots. You need JavaScript enabled to view it.. Gabor Kardos is materials processing manager at PhotoMachining Inc.; This email address is being protected from spambots. You need JavaScript enabled to view it..












