A new specification tackles the application and performance of organic solderability preservatives.
After many years of starts, stops and debate, an industry committee has finally developed a standard for organic solderability preservatives (OSPs). IPC-4555, Performance Specification for High Temperature Organic Solderability Preservatives (OSP) for Printed Boards, is out now, and it was a long time coming.
With the electronics industry fully entrenched in lead-free soldering, a standard for OSP is critical. There are more stringent requirements for solder joint reliability, resistance to corrosion, as well as additional requirements related to complex substrate designs.
The development and acceptance of IPC-4555 dispels the myth all OSPs are the same. With circuit boards fabricated around the globe, and small chemical firms attempting to introduce “new OSP processes,” buyers must be aware. Greater solderability requirements – measured as joint strength, paste spreadability and hole fill – and higher temperatures of lead-free soldering have greatly diminished use of conventional (standard substituted benzimidazole-based) OSPs. With the development of third- and fourth-generation organic solderability preservatives based on a novel aryl-phenylimidazole compound, however, OSP has regained its leadership role as a final finish, particularly in Asia and Europe. In addition, the technology shift to bare copper PWBs with selectively plated gold features requires OSPs that do not tarnish or deposit on the gold.
The Genesis of IPC-4555
Input from OEMs, EMS companies, PCB fabricators and chemical suppliers paved the way for the development and acceptance of IPC-4555. Several years ago, an IPC task group attempted to develop a standard governing OSPs. For a multitude of reasons, perhaps lack of understanding, politics, etc., the proposed standard never reached the ballot stage, a requirement for publication. A few years later, a new task group convened to bring an IPC standard for OSP to the industry. TABLE 1 shows the charter of that group.
TABLE 1. IPC-4555 Committee Charter1
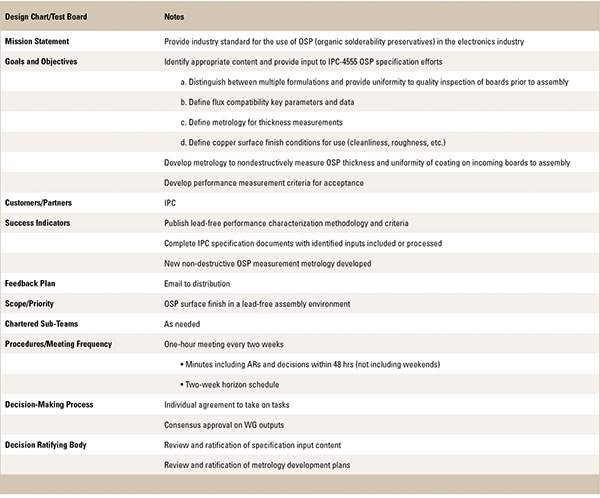
The charter shaped the work the IPC-4555 task group undertook. The group also recognized the following:
- OSP (organic solderability preservative) technology is environmentally friendly, provides a coplanar surface, and requires very low equipment maintenance. The process is designed for horizontal, conveyorized processing. However, vertical immersion systems are easily integrated into the printed wiring board fabrication process.
- Third- and fourth-generation OSP formulations are robust and provide excellent protection against oxidation of the underlying copper through multiple IR reflows under lead-free assembly conditions.
- Various industry studies and OEM interviews as late as 2020 revealed that well over 55% of the circuit board substrates manufactured (by surface area) are produced with OSP technology. OSP is not going away any time soon. And with increased use of QFNs, IC packaging substrates, BGAs, etc., OSP use will continue to find additional applications.
That said, it is prudent to dispel some of the pervasive OSP myths.
OSP Myths and Truths
Myth #1: “An OSP is an OSP. They are all the same.” This is not only a myth; it is categorically false. The world of lead-free assembly has separated the low-level OSP processes from those formulated and engineered for optimum performance. A simple look at formulations and molecular structures provides further insight into OSP technology. Part of the confusion stems from the name of the organic compound that is the main ingredient in OSP processes: azole. These five letters are attached to various formulations and often appear ideal for solderability preservation to the uninformed. As an example, conventional OSP processes based on long-chain alkylimidazole compounds and substituted benzimidazole compounds functioned adequately to protect the bare copper. These worked well for lead-based assembly, which takes place at lower temperatures. However, higher temperatures of lead-free assembly (including longer dwell times), along with a multitude of lead-free solder pastes, exposed many of these lower-level azole processes. Ushering a new class of azole molecules based on complex reaction products, known collectively as aryl-phenylimidazole, these compounds are very stable up to 350°C. This formulation provides higher heat stability and can easily withstand the peak temperature of reflow for typical lead-free solders.
Myth #2: “One can always improve solderability of an OSP by increasing the OSP thickness over the copper surface.” Again, this is not true. The critical nature of an OSP is the coating should be as uniform as possible over the copper surface. In addition, excessively thick OSP films make it more difficult for no-clean fluxes and solder pastes to dissolve the OSP coating during the assembly process. When this occurs, the solder paste spread may not complete wet-out over the SMT pad.
The team addressed these issues in IPC-4555. Thickness ranges were not set, as they sometimes are in the metal finish type standards. Instead, it is left to the expertise of the individual OSP suppliers to provide the optimum thickness ranges for solderability performance. Thickness is not critical. Rather, it is the uniformity of the OSP over the base copper and the OSP film’s ability to reduce oxygen penetration to the copper.
Myth #3: “OSP technology does not have sufficient lubricity to function as a coating for press-fit.” This is also a myth. The IPC-4555 task group addressed press-fit with multiple stakeholders from connector and OEM end-users. OSP technology is in widespread use for press-fit applications. The published standard now addresses press-fit as follows:
Press-fit (inserted pin). Press-fit requirements shall meet Telcordia GR-1217-CORE and IEC 60352-5, Solderless Connections – Part 5: Press-In Connections – General Requirements. Also refer to IPC-9797 (evaluation guidance document).1
Additional Information
A major challenge for OSP is providing a printed wiring board finish that will maintain solderability and provide a highly reliable joint with lead-free solders. This is no easy task. A multitude of different lead-free formulations and interactions with fluxes influence reliability. The surface finish must foster the optimum wetting and intermetallic formation under multiple thermal excursions and higher soldering temperatures required for lead-free solders. How will the surface finish react to these greater temperature and time stresses? What will be the effect on solder paste spread and hole fill after thermal excursion? This is the critical success factor/integrity of the final finish and its ability to preserve solderability. Certainly the end-user often specifies the finish due to personal preference, history, cost, reliability, fit with certain PWB designs, and so on. Regardless, a walk through any EMS company will provide the visitor with the full range of finishes, depending on the various requirements of the customer.
The IPC-4555 task group members submitted statistically significant data to support solderability requirements as outlined in the standard. The data further supported that latest generation OSP technology was indeed an excellent finish for complex circuit designs, including BGA substrates, and compatible with many lead-free solder materials and fluxes.
The primary function of OSP is to provide a solderable surface finish capable of providing a coating durability rating of B, per J-STD-003C, Solderability Tests for Printed Boards. Coating durability B is “intended for boards likely to experience multiple soldering processes and/or other process steps using SnPb or Pb-free assembly profiles.”2 This surface finish is suitable for all surface-mount, hybrid and through-hole assembly applications. The solderability requirement is for all OSP-plated SMT features tested to wet with solder covering at least 95% of each feature. It is noted, if a static solder float test is utilized, factors including board thickness, feature hole aspect ratio, number of internal copper planes, etc., will have an impact on solderability testing results. For challenging designs, it is recommended to use the assembly soldering method for solderability testing. For through-hole solderability, the solder shall flow up through the via and wet the pad on the top side of the board (FIGURE 1).
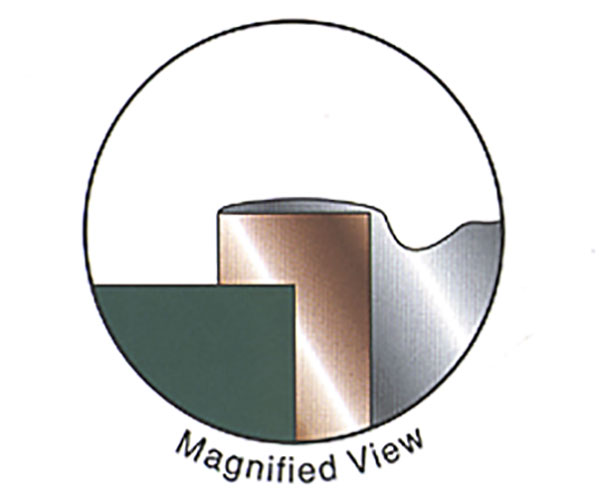
FIGURE 1. PTH solder requirement, per IPC-A-600H.
Review visuals are as shown in IPC-A-600H, Acceptability of Printed Boards.
Storage, Handling and Shelf Life of OSP
No discussion – or a standard – would be complete without a full understanding of the storage, handling and shelf life of OSP-coated circuit boards.
The committee understood shelf life of OSP-coated circuits may not be as long as some metallic-finished boards. That said, IPC-4555 lists the shelf life as a “minimum of six months.” Such coatings have been shown in real-time testing by the IPC-4555 task group to demonstrate a shelf life minimum of six months. With proper storage and handling, OSP coatings have been shown to have a 12-month shelf life.
It is recommended to perform either a classic solderability edge dip/solder float test or a solder paste print and reflow on the assembly production line prior to using OSP-coated product that is older than six months.
Storage and Handling of OSP-Processed PWBs
Before OSP-coated PWBs are packaged, the boards shall be free of moisture, particularly for small vias. The dry boards can then be packaged for shipping to the end-user. Operators should handle the dried boards on the edges and protect hands with impermeable gloves. This is necessary to prevent oils and ionic contamination from affecting the PWB performance. An outer slip sheet made of sulfur-free material should be placed on the top and bottom of the stack. Shrink wrap should be applied to seal the package. Sealed packages can be placed in a box for shipping. Desiccant should be added to the box and the box sealed. End-users should keep boards in the shrink-wrapped package until ready for assembly.
We finally have an industry-recognized and accepted standard for the use of organic solderability preservatives. This should help level the playing field with respect to the reliability and performance of circuit boards fabricated with OSP finishes. IPC-4555 clearly sets the bar high for anyone wishing to supply or implement OSP finish.
References
1. IPC-4555, Performance Specification for High Temperature Organic Solderability Preservatives (OSP) for Printed Boards, April 2022.
2. J-STD-003C, Solderability Tests for Printed Boards, September 2017.
MICHAEL CARANO is a recognized subject matter expert in printed circuit, semiconductor, surface finishing and medical device industries. His focus is on process control and bring new technologies to market.












