Designers with flexible thinking improve yields and reduce costs.
Rigid-flex is not just another ordinary flexible circuit. A combination of flexible and rigid substrates laminated into a single package presents unique challenges and opportunities. Much of what designers have learned about PCB design comes into question when they start their first rigid-flex PCB. They are no longer designing a two-dimensional substrate but instead, a 3D interconnect that can be bent, folded, and, dare I say, mutilated into a higher performing PCB. Rigid-flex allows designers to replace multiple PCBs interconnected with connectors, wires and ribbon cables with a single package offering improved performance and reliability. If the design is confined to a small package, optimize usable space by bending and folding the circuit like an origami swan.
Common Terms
The term "flexible circuit" conjures up images of an alternative to multi-wire ribbon cable. A flat flexible substrate with a single layer of traces connecting one end to the other, such as something most often found connecting the printer head to the control board on an ink jet printer. In flex circuit terms, this constant flexing is known as "dynamic flex." Flexible circuits used in dynamic flex applications tend to be, but are not limited to, a single layer to achieve the highest yield and greatest reliability. This type of flex circuit best serves interconnecting between sub-systems, like a control board to a print head.
A flexible circuit that must be bent and folded at the time of assembly with minimal flexing in its life cycle is known as "flex-to-install." Flex-to-install construction varies from single to multi-layer based on the application. The limited bending in its life cycle limits the stress on the conductors and facilitates higher layer counts.
When a flex-to-install application requires single-sided component mounting, rigid material can be strategically located and laminated to the flexible circuit to strengthen specific areas. This type of flexible circuit construction is known as "rigidized flex." The rigid material (typically FR-4) has no conductors and is used primarily to stiffen the substrate in component mounting or connection areas. Rigidized-flex offers an alternative to the high cost of rigid-flex where designers get the benefits of the flexible circuit as well as the strength of rigid material where it is needed. The rigid material does not have to be etched or plated, just drilled and routed, reducing PCB processing time.
When a flexible application calls for double sided component mounting, or you need an extremely thin PCB, rigid-flex may be the only viable solution. Rigid-flex is a multi-layer PCB with both rigid and flexible layers. A typical four layer rigid-flex PCB starts with a flexible polyimide core with copper foil bonded to both top and bottom sides. The outer rigid layers consisting of single sided FR-4 are laminated to both sides of the flexible core to complete the multi-layer PCB. Rigid-flex has many applications but because of the mixed use of materials and multiple steps in the fabrication process, rigid-flex requires more processing time and higher fabrication costs. To fabricate a multi-layer rigid-flex, the flex layer pairs have to be processed differently from the outer FR-4 layers. The layers of variable materials have to come together at lamination and then be followed by a drilling and plating operation. Thus, a typical four layer rigid-flex PCB, shown in Figure 1, may cost five to seven times more to fabricate than a standard four layer rigid PCB.
FIGURE 1. A typical rigid-flex layer stackup.
|
Rigid-flex Applications
Rigid-flex can be found in applications ranging from consumer electronics to high-end aircraft mounted weapon guidance systems. According to my research, military aerospace and medical devices are the most common applications for rigid-flex. Rigid-flex offers tremendous benefits to military aerospace designs because it reduces weight while increasing the reliability of the interconnect. Of course the benefits of form factor reduction cannot be overlooked. Medical implant devices, such as pacemakers and cochlear implants, benefit from the ability to bend and fold into tight spaces and the dramatic improvements in reliability. Imagine having a pacemaker fail because the wires connecting the battery assembly became unplugged. With rigid-flex, the battery can be directly attached to the circuit layer and located anywhere within the assembly.
Designers in rigid-flex applications start with rigid-flex because it is the only method of achieving their product goals. They may often prototype as a rigid design for proof of concept, but later create rigid-flex versions for production. One such example was a project completed at Fluke Corp. in Plymouth, Minnesota. Jeff Wisted, director of technology, was given the challenge of re-engineering the company's infrared imaging technology for a military application.
The infrared system (Figure 2) was to be deployed in a micro air vehicle, or unmanned drone. The requirement was to provide the same technology occupying the space of a handheld digital camera in a 5 cubic inch payload weighing no more than 3 ounces. That amounts to a 50% reduction in space and 95% reduction in weight while still maintaining the same level of functionality and reliability.

FIGURE 2. Fluke Corp.'s infrared imaging technology before re-engineering.
|
The greatest challenge was to reduce the overall weight from 3 lbs to less than 3 ounces. For this project, converting the multiple rigid interconnecting PCB assembly to rigid-flex was the only solution. I met Wisted early in his design process and discovered that even though this was his first foray into rigid-flex, he made all the right moves. He outsourced the PCB design project to an experienced rigid-flex designer and engaged the PCB fabricator early in the process.
"Rigid-flex, although more costly than traditional rigid, offered the ideal solution for this project," said Wisted. "The utilization of interconnecting via flexible substrates rather than multiple PCB-to-PCB connectors was key to achieving the space and weight reductions we required."
Having the advantage of designing a custom circuit profile that could be bent and folded to maximize the available space within the housing allowed Wisted to reduce the footprint of the system (Figure 3). Since this was not an extremely high volume production run, the benefits gained with rigid-flex outweighed the higher production costs.
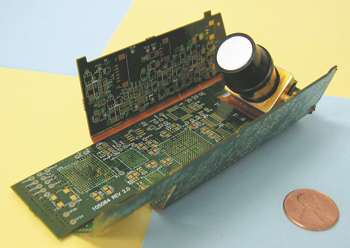
FIGURE 3. Fluke Corp.'s infrared imaging technology re-engineered using a rigid-flex PCB fabricated by Innovative Circuits Inc.
|
Design Considerations
When designing for rigid-flex, the nature of the fabrication process and the variable materials used in the construction must be considered. Designers can't simply create typical trace patterns used on a rigid, four layer PCB and expect the same yields in rigid-flex. The dimensional stability of polyimide is worse than FR-4 by a factor of three. The flex materials shrink quite a bit once the copper is etched off. Most fabricators understand typical material movement and predict it accurately so when the PCB gets to mechanical processes (drill and route), the board is as close to dimensional tolerance as possible. If designers do not account for potential fabrication issues, it could manifest into last minute design updates to accommodate a fabricator's particular process.
For best results, consider increasing the minimum annular ring on all plated through-holes on flexible layers and ensure that all trace-to-pad and trace-to-trace junctions have teardrops. If the plan is to interconnect islands of rigid circuitry with flexible inner layers, carefully consider how to support the floating rigid areas within a panel during the fabrication process since areas on rigid layers have to be removed to expose flexible layers below (Figure 4). You must consider that removing too much material could weaken the panel.
FIGURE 4. A multi-layer, rigid-flex panel with windows in the rigid layers.
|
Most often, flexible layers are die cut because die cutting is better suited for the thin polyimide. Areas on flexible layers may also be removed to minimize contact with the router bit during final routing (Figure 5). These "no layer" areas must be accounted for in the design tools, possibly requiring the strategic placement of no routing and/or no component areas within the design to prevent components or traces hanging over the edge of a rigid area.
FIGURE 5. Areas on flexible layers are removed to minimize contact with the router bit.
|
Because a flexible circuit can flex or bend, avoid creating trace patterns that may increase the potential for stress factures of the conductors. Some recommendations for reducing conductor stress in the bend area are:
- Route traces through a bend area perpendicular to the bend axis.
- Keep trace corners, width changes and vias out of the bend area.
- Use crosshatched areas of copper fill (not solid).
- Stagger adjacent layer parallel routing, called "I-Beaming" (Figure 6).
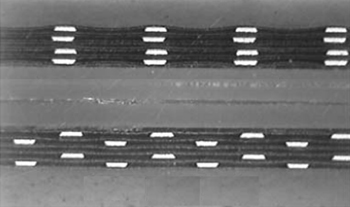
FIGURE 6. Staggered adjacent layer parallel routing is known as 'I-Beaming.'
|
There are many more such recommendations for designing for flex which are not included here. Please review the recommended reading list for publications that offer greater details and design tips.
Most of the fabricators I spoke with steer their customers to rigidized-flex and away from rigid-flex because the cost increase most often prices the PCB assembly beyond their customer's requirements. One of the most crucial steps in achieving high yield rigid-flex is involving the fabricator early in the process.
"The three main cost drivers for rigid-flex are the cost of the raw materials, panel utilization and yield," said Bob Burns of Printed Circuits in Minneapolis. "If we can work with the designers at the beginning of the project, we can often help them achieve a lower cost design and avoid expensive mistakes."
When choosing a supplier of flex and/or rigid flex, look at a number of their typical projects. Get an accurate perspective of their average technology level to determine where most of their boards fall. Your board should fall in the middle of their capabilities, and not at the high end; this is especially true for rigid flex.
An ideal rigid-flex design review team would consist of the mechanical and electrical engineer, PCB designer and PCB process engineer. The mechanical engineer understands the mechanical constraints of the system assembly. When he is teamed with a PCB process engineer, the two can investigate changing bends, adding stiffeners, etc. to maximize the PCB panel real estate and minimize the production costs. Keep in mind that the cost per fabricated PCB decreases proportionally to the number of images that fit on the panel. If a rigid-flex PCB looks like a multi-legged arachnid and doesn't nest well on a panel, the cost per unit may be considerably higher. If, ultimately, the PCB design requires the utilization of rigid-flex, designers should be more flexible and less rigid in their thinking to improve yields and decrease investment. PCD&M
Recommended Reading List
IPC Standards
- IPC-2223A "Sectional Design Standard for Flexible Printed Circuit Design"
- IPC-4202 "Flexible bare dielectrics for use in flexible printed wiring"
- IPC-4203 "Specifications for adhesive coated dielectric films for use as cover sheets for flexible printed wiring"
- IPC-4204 "Metal-clad dielectrics for use in fabrication of flexible printed circuits"
Mil Specs
- MIL-P-50884 "Specification for flexible and rigid-flex printed wiring"
- MIL-STD-2118 "Design requirements for flexible and rigid-flex printed wiring"
Books
- Joseph Fjelstad, "An engineer's guide to flexible circuit technology"
Design Guides
- Available for download at most flex fabricator Web sites
Mark Gallant is product marketing manager, Systems Design Division, Mentor Graphics Corp. He can be reached at This email address is being protected from spambots. You need JavaScript enabled to view it..